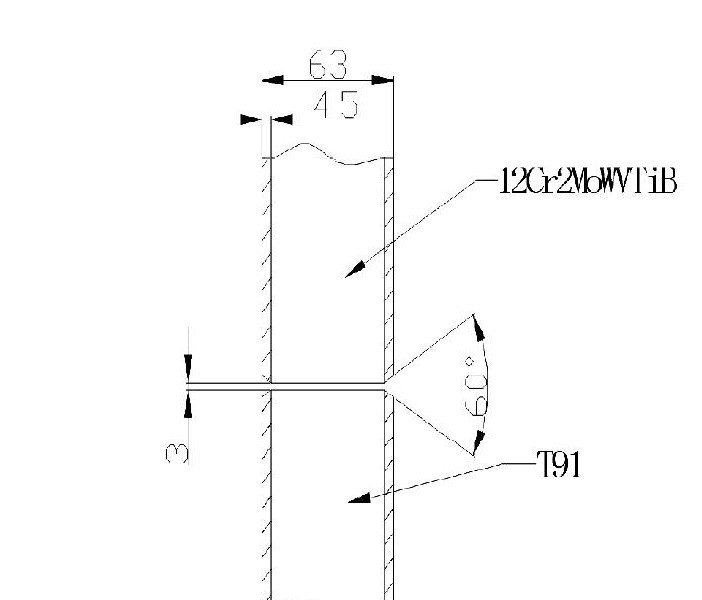
 材料为12Cr2MoWVTiB,高温端材料为T91。管子尺寸ø63mm×4.5mm(见图1)。该部位管子在锅炉长期运行中,由于吹灰器在吹灰过程中对管壁造成较大的磨损,磨损严重处壁厚不足3mm,严重危及设备安全运行,决定对于该部位部分管子进行更换。
材料为12Cr2MoWVTiB,高温端材料为T91。管子尺寸ø63mm×4.5mm(见图1)。该部位管子在锅炉长期运行中,由于吹灰器在吹灰过程中对管壁造成较大的磨损,磨损严重处壁厚不足3mm,严重危及设备安全运行,决定对于该部位部分管子进行更换。
图1 T91与12Cr2MoWVTiB 2G对接口
2 对T91与12Cr2MoWVTiB材料的分析及焊接工艺的选择
2.1 T91与12Cr2MoWVTiB的特性
(1)T91马氏体耐热钢是美国在9Cr-1Mo钢基础上添加微量V.Nb,调整Si,Ni,Al添加量后形成的9Cr钢。该钢具有优异的高温强度,其持久强度温度为625℃,抗氧化和抗蒸汽腐浊性能与9Cr-1Mo钢相当。在550℃以上,其许用应力是10CrMo910的两倍。该钢种具有较大的冷裂纹倾向,并且在焊接时有可能产生热裂纹。
(2)12Cr2MoWVTiB属贝氏体低合金热强钢。经正火回火处理后的组织为贝氏体,具有良好的力学性能,工艺性能。其持久强度较高,抗氧化性能较好。同时,该钢种存在一定的冷裂纹和再热裂纹倾向,其热影响区会产生碎硬和出现软化带倾向。12Cr2MoWVTiB理论上于620℃经5000h时效后,力学性能无明显变化,但实际运用中最高使用温度通常在600℃以下。
2.2 T91与12Cr2MoWVTiB的化学成分析见表1、表2和常温机械性能表3
根据T91与12Cr2MoWVTiB的化学成分及常温力学性能指标来看,由于T91钢采用了降低C、S、P含量,添加微量的V、Vb、N,并严格调整了Si、Ni、Al的添加量,且Cr含量较高,使其常温力学性能要高于12Cr2MoWVTiB。
2.3 T91与12Cr2MoWVTiB的焊接性分析
T91的合金元素含量达到了10%左右,根据国际焊接学会推荐的碳当量公式计算,得出T91Ceq≈2.3,由此可见T91的可焊性比较差。在不预热焊接的前提下,为防止冷裂纹特别是氢致裂纹的产生,必须采用全氩焊接,多层多道焊,焊接中严格控制层间温度。T91含有C、Ni等促使热裂纹的合金元素,所以具有一定的热裂纹倾向,这就要求在焊接参数的选择上应采用尽可能小的焊接电流,同时保持合理的焊接速度,以减少焊接热输入,控制好焊接线能量。另外因为T91中加入了V、Nb、N元素,使其具有一定的再热裂纹敏感性,所以在焊接过程中应采取多种措施减少焊接应力的集中。如:避免焊口强行组对;避免上下焊口同时组对,保持焊件在自由状态下焊接;避免表面电弧擦伤等。
由于12Cr2MoWVTiB的焊接性能相比T91要好,在异种钢焊接过程中,将主要依据T91的焊接工艺规范施焊。
2.4 焊接材料分析(焊接材料化学成分以及力学性能分析见表4﹑表5)
T91钢与12Cr2MoWVTiB焊接,如果采用高匹配的焊材,即T91的焊接材料,将导致焊缝金属中含Cr的含量偏高,由于C和Cr的亲和力比较高,将使得12Cr2MoWVTiB一侧熔合区中的C向焊缝方向迁移。由于锅炉在长时间运行中的高温给C的迁移创造了充分的条件,这样在靠近12Cr2MoWVTiB一侧熔合区将形成脱C的软化带;与此同时靠近12Cr2MoWVTiB一侧的焊缝则出现增C现象,随着时间推移,固溶的C过饱和后析出C化物形成硬化带。由此,在焊缝与12Cr2MoWVTiB母材熔合线附近形成了两个性能迥异的区域。这将导致焊接接头性能降低,大大减少焊缝的工作寿命,造成焊缝接头的早期失效。
如果采用12Cr2MoWVTiB的焊接材料,通过让焊缝形成化学成分阶梯过渡,控制焊缝中 Cr的含量,从而减少C的扩散,降低并延缓焊缝中碳化物的形成。由于焊缝中V和Ni这两种强C化物形成元素的存在,从而大大减弱了焊缝与T91母材之间C的扩散。
综上所述,由于T91与12Cr2MoWVTiB两者的化学成分和性能的差异,为获得理想的焊接接头,在焊接过程中应选择低匹配的焊接材料,同时制订合理的焊接工艺规范,通过合理的焊后热处理措施避免冷、热裂纹的产生。
表5 T91与12Cr2MoWVTiB焊接材料力学性能分析
2.5 焊接工艺的分析
T91材料的合金成分含量较高,使其在具有冷裂纹倾向的同时还具有一定的热裂纹和再热裂纹倾向,所以在焊接过程中应尽可能采用较小的线能量输入,多层多道焊,同时控制好层间温度。由于采用免预热焊接,所以必须采用全氩弧焊接,焊件及焊材必须彻底清理,以最大限度的减少氢对焊接的影响。在焊接结束后及时进行规范的热处理,从而得到较为理想的金相组织。
在焊接过程中,通过对管子内部进行充氩的方法来避免焊口根部的过烧和氧化也是一项必须的工艺措施。
2.6 焊接工艺措施
2.6.1焊前准备
(1)焊接母材内外壁15mm范围内打磨干净,露出金属光泽。
(2)用机械加工法加工双V型坡口,坡口角度60°±2°,焊口间隙3mm±0.5mm,焊口错口值<1mm。
(3)管道内两端200~300mm处用可溶纸巾密封成气室。
2.6.2焊接材料,焊接设备和焊接方法的选择
(1)选用TIG-R34焊丝焊接。
(2)焊接设备可选用WS-400型逆变直流焊机。
(3)根据DL5007-92《电力建设施工技术规范》火力发电厂焊接篇及现场施工需要,决定采用手工钨极氩弧焊全氩焊接,管内充氩。
2.6.3焊接工艺
(1)气温≥5℃,焊前采用不预热的简化焊接工艺。
(2)保证焊件、焊丝清洁,无锈迹、油渍。
(3)焊接层间温度控制在300~350℃。
(4)焊接时,通过坡口间隙进行充氩,充氩中心已坡口为准。
(5)焊接工艺参数:焊接方法:全氩弧焊接;焊缝层数:2;极性:直流正接;电流选择:90~100A(打底100A、盖面90A);电焊电压:10~14V;焊接速度75~100mm/min;焊枪氩气流量7-8L/min,充氩流量5L/min;钨棒直径2.5mm;焊丝直径2.5mm。
2.6.4焊后热处理
(1)焊缝焊后需冷却至120℃以下再进行焊后热处理,根据工作实际采用缓冷至室温再进行热处理。
(2)为保证焊缝质量在焊缝冷却至室温后应尽快进行热处理,实际操作中时间控制在2h内。
(3)热处理采用履带式陶瓷电加热器,热处理升降温度≤150℃/h热处理温度750℃±10℃,保温1h。
通过采用≤150℃/h的速度进行加热和缓冷有效的避免了冷裂纹的产生。为避开650℃这一生成再热裂纹的敏感温区,将热处理温度控制在750℃左右,并在这一温度保持1h的时间,使金属材料的金相组织能够得到充分的转变,得到较为理想的金相组织。
3 质量检验
(1)用X射线探伤焊接接头质量良好,未发现裂纹、未焊透,焊缝根部氧化、过烧现象。
(2)焊接接头硬度平均值,见表6。
4 结语
屏式再热器T91与12Cr2MoWVTiB焊口经两年的大修周期运行,未出现任何问题。在大修中对所有焊口进行探伤检验,均未发现裂纹,证明在一般气温不是过低的环境下对T91与12Cr2MoWVTiB小口径异种钢的薄壁管材进行焊接,采取免预热,焊接材料低匹配的焊接工艺是确实可行的。虽T91钢与12Cr2MoWVTiB的焊性较差,但采用合适的工艺措施和焊后热处理规范仍可获得理想的焊接接头。采用不预热的焊接工艺,简化了焊接工艺,在提高工作效益的同时保证了焊接接头的质量。
推荐访问: