 材料提出了非常高的要求[1-2]。熔盐反应堆在20世纪60年代由美国设计和建造,主体结构材料为Hastelloy N合金。在此后的50年里,熔盐反应堆及材料的研究几乎处于停滞阶段。2011年中国科学院重启了可作为第四代反应堆的钍基熔盐反应堆(TMSR)先导计划。为了满足熔盐反应堆建造需求,冶炼、制备了GH3535镍基高温合金作为TMSR的主要合金结构材料。该合金是在Hastelloy N合金基础上国产化的一款高温镍基合金,具有非常优异的高温力学性能和耐熔盐腐蚀性能,能够满足TMSR 700 ℃服役环境和载荷条件的使用要求。
材料提出了非常高的要求[1-2]。熔盐反应堆在20世纪60年代由美国设计和建造,主体结构材料为Hastelloy N合金。在此后的50年里,熔盐反应堆及材料的研究几乎处于停滞阶段。2011年中国科学院重启了可作为第四代反应堆的钍基熔盐反应堆(TMSR)先导计划。为了满足熔盐反应堆建造需求,冶炼、制备了GH3535镍基高温合金作为TMSR的主要合金结构材料。该合金是在Hastelloy N合金基础上国产化的一款高温镍基合金,具有非常优异的高温力学性能和耐熔盐腐蚀性能,能够满足TMSR 700 ℃服役环境和载荷条件的使用要求。
焊接作为结构连接中主要的连接工艺,接头性能对焊接结构的服役能力至关重要。通常要求其焊接接头具有与母材基本相等的化学成分、物理与力学等各方面性能。因此在保证焊接质量的前提下,焊接材料的选择尤为重要[3-4]。目前对于GH3535镍基高温合金及其焊丝的研究和应用,目前仅限于熔盐反应堆领域。1960年,为了获得优良的焊接接头,某研究机构采用多种不同成分焊丝与Hastelloy N合金进行焊接,如Haynes SP-16焊丝、Haynes SP-19焊丝和Hastelloy W等,对比分析了焊接接头成形质量、显微组织及硬度等性能,发现Haynes SP-16焊丝焊缝金属容易产生裂纹等缺陷,而Haynes SP-19焊丝焊缝金属存在气孔缺陷,Hastelloy W焊丝不存在明显的焊接缺陷,但存在一定的硬化现象[5]。因受限于焊接技术和材料制备水平,对于焊丝匹配性的研究存在继续挖掘的空间。
对于TMSR项目结构材料GH3535镍基高温合金的焊接,焊丝的选择关系到焊接接头及焊接构件长期服役的安全性和可靠性,是迫切需要解决的关键问题之一,必须通过全面详细的研究来明确焊丝与母材的匹配性。该试验分别使用ERNiMo-2和ERNiMo-3焊丝对GH3535镍基高温合金进行了焊接,并从焊缝成形、组织及力学性能等角度进行了对比和分析,选出了较为匹配的焊丝类型,为TMSR反应堆设备的焊接制造奠定基础。
1 试验材料与方法
1.1 试验材料
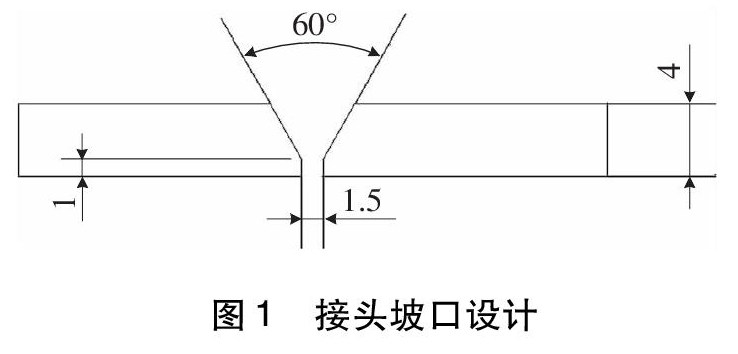
母材采用由抚顺特殊钢股份有限公司生产的厚度为4 mm的GH3535镍基高温合金。焊前,板材首先切割成尺寸为200 mm×100 mm×4 mm的小板,长边采用机加工成V形坡口,坡口角度60°。钝边1.0~1.5 mm,间隙1.2~1.8 mm。接头坡口的具体形式,如图1所示。
选用由美国哈氏合金公司生产的1.2 mm ERNiMo-2 和ERNiMo-3两种焊丝进行焊接试验。母材及两种焊丝的成分见表1。其中ERNiMo-2焊丝与GH3535镍基高温合金成分接近,ERNiMo-3焊丝的Mo含量高,具有优异的高温强度和耐腐蚀性。
1.2 试验方法
采用奥地利福尼斯TT5000 氩弧焊自动焊接专机进行焊接,采用的焊接方法是钨极氩弧焊,所使用的焊接工艺参数见表2。该工艺参数按照ASME BPVC IX 2017 IX卷 《焊接和钎接工艺评定标准》评定合格。焊接过程中使用99.99%纯氩对焊缝正、背面进行保护。
使用0.5 μm金刚石抛光液对接头横截面进行抛光,使用腐蚀液(70 mL H2O+10 mL HCl+10 g CuCl2)在常温下腐蚀30 s,然后采用ZEISS Axio Cam光学显微镜进行组织观察,并使用LEO 1530VP 扫描电镜对金相样品进行进一步显微组织分析。
采用ZHV-30维氏硬度计,载荷4.9 N,对焊接接头不同区域的硬度进行了测试。此外使用 Zwick Z100万能拉伸试验机在25 ℃和700 ℃下对两种不同焊丝焊接接头力学性能进行了测试,试验标准按照ASTM E21-2009 《金属材料高温拉伸试验方法》进行,屈服前后的应变速率分别设定为0.025 mm/min和2.5 mm/min。拉伸试样尺寸如图2所示。
2 试验结果与分析
2.1 焊缝成形对比
在相同的焊接工艺参数下,使用ERNiMo-2焊丝与ERNiMo-3焊丝对GH3535镍基高温合金进行了焊接,其焊缝的正、背面成形情况,如图3~4所示。
从焊缝正反面成形对比可以看出,在相同的焊接工艺参数下,两种焊丝都能取得较好的焊缝成形,图3a和图4a焊缝正面呈现出银白色金属光泽,鱼鳞纹较为细密和均匀;图3b和图4b中背面焊缝较为饱满,焊缝正面、背面没有存在焊接缺陷。
2.2 微观组织分析
图5和图6分别为ERNiMo-2焊丝和ERNiMo-3焊丝的焊接接头金相组织。图5和图6中从左到右依次为焊缝区、熔合区和母材区。从图5a和图6a可以看出,焊缝区的金相组织均为柱状晶;图5b和图6b熔合线(图中直线所示)及热影响区,熔合线为母材与焊缝金属的半熔化区,靠近熔合线附近有少量黑色呈链状分布的析出物(箭头所示)存在;图5c和图6c母材区为奥氏体组织,晶粒尺寸约为100 μm。由于两种焊接接头使用的母材相同,因此热影响区和母材的组织特征一致。
图7为ERNiMo-2焊丝和ERNiMo-3焊丝焊接接头的热影响区,熔合线在焊缝所在方向。从图7可以看出,在靠近熔合线的热影响区,出现了呈层片状分布的析出相组织,而随着远离熔合线,析出相呈颗粒状分布。这是GH3535镍基高温合金焊接过程中的一个典型组织特征。在焊接热循环的作用下,固溶态的GH3535镍基高温合金中呈颗粒状分布的初始碳化物M6C在瞬时高温作用下,经历了一个快速熔化和凝固的共晶反应,碳化物从块状或颗粒状的M6C转变为层片或者短棒状[6]。
图8为ERNiMo-2焊丝和ERNiMo-3焊丝焊接接头的焊缝区域。从图8a可以看出,焊缝区沿着晶界析出了大量碳化物,碳化物形状为枝状共晶型;而对于ERNiMo-3焊丝接头焊缝金属而言,碳化物数量较为稀少。
2.3 焊接接头力学性能
2.3.1 显微硬度
图9为ERNiMo-2焊丝和ERNiMo-3焊丝焊接接头的维氏硬度对比。ERNiMo-2焊丝的焊接接头在熔合线区域的硬度相对于母材和焊缝略微降低,焊缝区域的硬度均值为HV 214,两侧母材的硬度波动在HV 210~215之间,两者硬度相差不大。而ERNiMo-3焊丝接头焊缝金属硬度相较于两侧的母材和热影响区明显较低,焊缝区域硬度均值为HV 194,两侧母材的硬度在HV 210 左右。综上可知,ERNiMo-2焊丝接头的硬度要比ERNiMo-3焊丝接头硬度高,且硬度的变动范围较小。
2.3.2 拉伸性能
表3为ERNiMo-2焊丝与ERNiMo-3焊丝焊接拉伸试样在常温和700 ℃下的测试结果。
从结果对比可知,两种焊丝焊接接头均断裂于焊缝处,这说明焊缝金属是接头的薄弱位置。从拉伸结果可知,ERNiMo-2焊丝焊接接头常温屈服强度为435 MPa, ERNiMo-3焊丝焊接接头的常温屈服强度为396 MPa,比ERNiMo-2焊丝低39 MPa;两种焊丝的接头抗拉强度较为接近,分别为733 MPa和726 MPa;而对于断后伸长率而言,ERNiMo-2焊丝接头和ERNiMo-3焊丝接头分别为26.0%和29.5%。700 ℃下,ERNiMo-2焊丝焊接试样的高温屈服强度均值为250 MPa,比ERNiMo-3焊丝接头高13 MPa;ERNiMo-2焊丝焊接接头试样的抗拉强度为452 MPa,比ERNiMo-3焊丝接头抗拉强度高23 MPa;两者的断后伸长率相较于常温时均有所降低,分别为24.0%和18.5%。整体而言,从两种焊丝焊接接头的常温和高温拉伸性能可以看出,ERNiMo-2焊丝焊接接头的常温和高温力学性能均优于ERNiMo-3焊丝焊接接头。这一结果与硬度测试结果一致,ERNiMo-2焊丝接头焊缝金属硬度高于ERNiMo-3焊丝。對于金属材料而言,硬度与强度呈现正相关性,同时也存在线性关联,因此工程上常用测试材料硬度的方法来估算其强度[7-8]。从两种焊丝的显微硬度结果可以看出,ERNiMo-2焊丝接头焊缝金属硬度与母材相当,因此在等强匹配方面,ERNiMo-2焊丝要优于ERNiMo-3焊丝。
2.4 断口形貌分析
焊接拉伸试样在常温和700 ℃高温下拉伸断口SEM照片。两种焊丝焊接接头常温下拉伸试样均在焊缝区断裂,说明焊缝组织是接头拉伸的薄弱环节。由图10可以看出,ERNiMo-2焊丝常温断口低倍显示断面存在放射状的花样,高倍下断口上有明显的韧窝存在。从图11的ERNiMo-3焊丝焊接接头低倍常温断口可以看出,断口表面边缘部分为光滑和明显的剪切区,中间为放射区和纤维区;高倍下可以明显看出焊缝柱状晶组织,以及焊缝断口表面的浅显韧窝,韧窝的深度和数量与ERNiMo-2焊丝接头相近。
图12和图13分别为两种焊丝焊接接头拉伸试样在高温700 ℃的拉伸断口SEM照片。图12为ERNiMo-2焊丝焊接接头高温拉伸断口形貌。从图12a可以看到断面上存在明显柱状晶及其生长方向,这说明接头断裂有可能沿着柱状晶晶间开裂。从图12b~12c可以看到明显粗大而稀少的韧窝。图13为 ERNiMo-3焊丝焊接试样高温拉伸断口形貌。由图13a可以看出,低倍下断面较为光滑,呈现出脆性断裂的特征;由图13b~13c可以看出,焊接接头的韧窝数量和深度相较于室温下明显变少,这说明焊缝金属的高温塑性相对较差。与ERNiMo-3焊丝相比,ERNiMo-2焊丝焊接接头的断口韧窝深度较大,韧性断裂特征较ERNiMo-3焊丝明显,说明其高温塑性要强于ERNiMo-3焊丝接头,这与表3中力学测试结果相一致。
3 结论
(1)在相同的焊接工艺下,使用ERNiMo-2和ERNiMo-3焊丝进行焊接,均可得到优良的焊接成形。
(2)ERNiMo-2和ERNiMo-3焊丝焊接接头显微组织特征基本一致,在靠近熔合线附近的热影响区,碳化物发生了共晶转变,呈层片状结构; ERNiMo-3焊缝金属中碳化物数量相对于ERNiMo-2较少。
(3)ERNiMo-2焊丝的焊接接头硬度与母材相当,高于ERNiMo-3焊丝的焊接接头;并且ERNiMo-2焊丝的焊接接头常温、高温抗拉强度要高于ERNiMo-3焊丝的焊接接头,ERNiMo-2焊丝与GH3535母材具有较好的等强匹配。
(4)两种焊丝的焊接接头拉伸试样均从焊缝金属处断裂,其中ERNiMo-3焊丝的焊接接头高温断口呈现出明显的光滑断面,韧窝数量和深度低于ERNiMo-2焊丝,显示其高温塑性特征较弱,与其高温断后伸长率较低相一致。
参考文献
[1] 闫宏伟, 谷文, 郑宝峰. 第四代核电技术与产业发展[J]. 一重技术, 2011(4) :44-46.
[2] 蔡翔舟, 戴志敏, 徐洪杰. 钍基熔盐反应堆核能系统[J]. 物理, 2016, 45(9):578-590.
[3] 刘凤强. 压力容器制造的焊材选用原则[J]. 应用能源技术, 2014(4):14-18.
[4] 殷智, 殷守斌, 乔朋利. 新型奥氏体耐热钢SUPER304H的焊材选择及焊接工艺[J]. 中国电力, 2011, 44(2):43-45.
[5] Mac Pherson H G. Molten-salt reactor program quarterly progress report for period ending[R]. Technical Report Archive & Image Library. Tennessee, USA, 1960.
[6] Chen Shuangjian, Ye Xiangxi, Yu Kun, et al. Microstructure and mechanical properties of UNS N10003 alloy welded joints [J]. Materials Science and Engineering:A, 2017, 682(13):168-177.
[7] 沈保羅, 李莉, 岳昌林. 钢铁材料抗拉强度与硬度关系综述[J]. 现代铸铁, 2012, 32(1):93-96.
[8] 许可. 铁材料抗拉强度与硬度关系的分析[J]. 山东工业技术, 2017(10):50.
推荐访问: