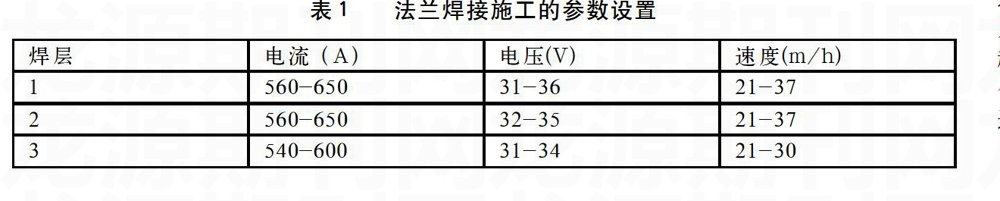
 计划中的效果。在焊接法兰时,必须控制好各项焊接参数,如线能量、焊接电流、焊接速度、焊丝尺寸等,尤其是在各个筒节和法兰的厚薄程度不同时,更要对各项参数进行眼科(视觉)控制,使各个焊接环节能够完美配合,这样才能降低焊接施工的困难度,提高风电塔的建设质量,保障施工安全。同时,为了控制焊缝,技术人员在开展法兰焊接施工之前,要对焊缝进行检查,如果焊缝生锈或有污染物附着,技术人员必须清除焊缝行的锈迹,并清除污染物。在开展法兰焊接施工的同时,技术人员不能忽视清洁层间的工作。如果没有处理好清洁层间的工作,法兰焊接工序就会受到干扰。对层间进行清洁处理后,必须通过手弧焊修复层间才能继续法兰焊接施工。
计划中的效果。在焊接法兰时,必须控制好各项焊接参数,如线能量、焊接电流、焊接速度、焊丝尺寸等,尤其是在各个筒节和法兰的厚薄程度不同时,更要对各项参数进行眼科(视觉)控制,使各个焊接环节能够完美配合,这样才能降低焊接施工的困难度,提高风电塔的建设质量,保障施工安全。同时,为了控制焊缝,技术人员在开展法兰焊接施工之前,要对焊缝进行检查,如果焊缝生锈或有污染物附着,技术人员必须清除焊缝行的锈迹,并清除污染物。在开展法兰焊接施工的同时,技术人员不能忽视清洁层间的工作。如果没有处理好清洁层间的工作,法兰焊接工序就会受到干扰。对层间进行清洁处理后,必须通过手弧焊修复层间才能继续法兰焊接施工。
4.4改进塔筒法兰焊接工艺
首先,选择内侧位置作为管节和法兰的坡口区域,科学选择接头参数,合理安排焊接顺序,保证塔筒法兰焊接工作的有序开展。顺利将管节和法兰进行焊接,结束作业之后,可视具体情况开展火焰整形,促进塔架生产速度提高的同时,保证塔筒法兰焊接的角变形情况与设计规范相符,提升焊接质量。其次,在实施管节与法兰焊接的过程中,优先找出外侧对组对时存在间隙的位置开展封焊操作,而针对不存在间隙的部位则无需进行焊接。改进之后的焊接工艺不需要再另外实施手工焊打底,可在间隙封焊完成之后开展内侧焊接,并针对外侧实施清根处理,之后根据规定要求实施打磨处理,认真清理焊接缝隙中的残留物,清理完毕后开展外侧焊缝焊接,完成外侧焊接工作后再接着进行内侧焊接,通过这种交替式的焊接工艺,提高焊接工作的效率,并保障焊接质量。
4.5运用对把固定法控制法兰角变形
要想确保法兰焊接完毕后能够符合塔架制造的技术要求和条件,我们在对法兰把紧进行连接处理时,应增加2毫米至3毫米厚的垫片,用于控制焊接过程中发生的变形,选择超过6个以上厚度的垫片,使用定位销将6个垫片进行两两连接,根据法兰内圆圆周进行平均分布;顶法兰把紧的过程中,增加厚度在1.5毫米到2.0毫米之间的垫片,用来开展焊接变形调控,选用的垫片数目约为6个,同样使用定位销将选用的垫片进行两两连接,并根据法兰内圆圆周进行均匀分布;尽量确保法兰把紧处于对称状态,保证施力平均,并力求法兰外缘能够实现紧密结合。之所以使用定位销,是为了方面后期拆卸,并根据组对工艺开展组对工作,有效调整和控制间隙量,缓解法兰出现波浪变形。
5.结束语
总之,对风电塔塔架的法兰焊接工艺进行优化能够有效提升风力发电效率,提高风电场日常运作的安全性,节约人力和资金成本,提升塔架的建设质量。对法兰焊接实施优化可以防范焊接部位出现变形情况,确保塔架外部美观、内部质量优良。在对法兰焊接工序实施优化时,必须全面考虑风电场的内部运作状况、外部环境和风力供电标准,结合实际采取适当措施对塔架的法兰焊接进行改良。
参考文献:
[1] 李义峰.分析风力发电机组塔筒焊接制作工艺[J].低碳世界.2013,(07):112-113。
[2] 孙立一.浅谈塔筒大直径带颈锻造法兰焊接变形控制[J].中国新技术新产品.2012,(08):58-59。
[3] 孔凡强.风电塔筒法兰焊接变形控制的工艺措施[J].现代制造技术与装备.2011,(03):71-72。
推荐访问: